



Benotzerdefinéiert Schweess Linnen Rad House Arc Pneumatic Schweess Fixture
Video
Wesentlech Detailer
| Schweess Typ: | Arc Schweess |
| Material: | Metal |
| Schweess Armaturen: | 4 Sets Gripers: 2 Sets |
| Exporter Grofschaften: | Kanada |
| Joer: | 2020 |
Produktioun Biller

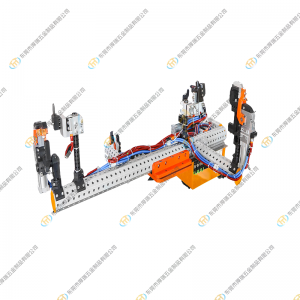
Aféierung
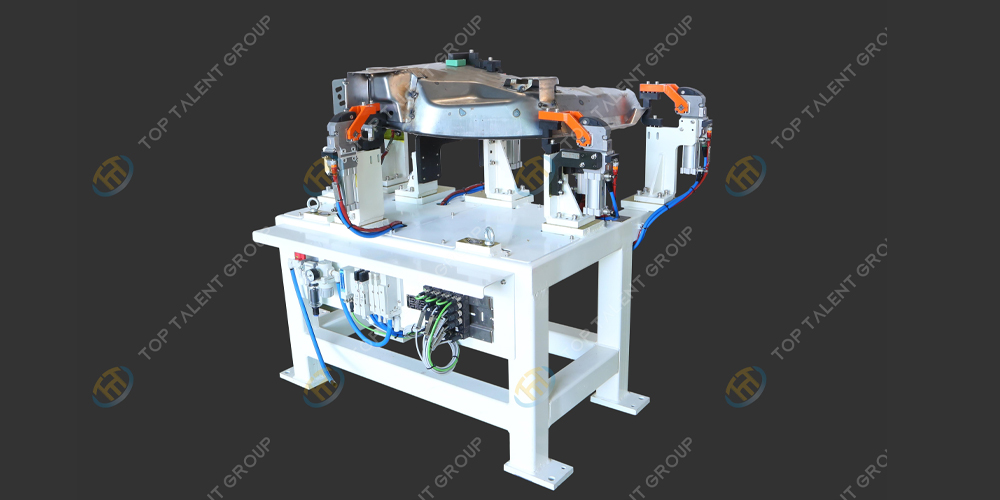
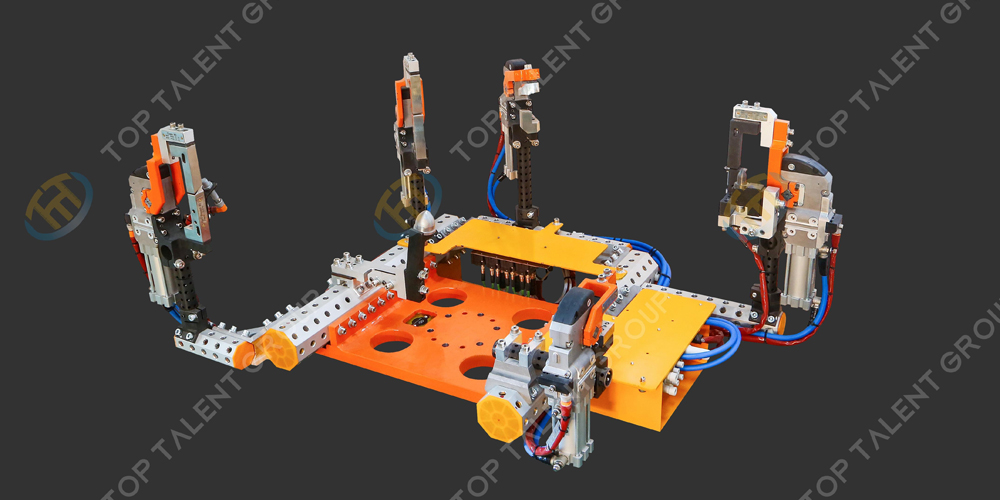
D'Rad House Welding Fixture produzéiert vun TTM adoptéiert eng mechanesch Spannmethod fir d'Genauegkeet vun der Positioun an der Wénkel vum Raddeckel ze garantéieren.Et kann a Verbindung mat Schweessroboter an aner automatiséiert Ausrüstung benotzt ginn fir effizient a stabil Radhaus Schweessoperatiounen z'erreechen.Zur selwechter Zäit kann et och d'Schweißqualitéit garantéieren an d'Verformung an d'Offset vum Radgehäuse während dem Schweißprozess vermeiden, an doduerch d'Qualitéit an d'Leeschtung vum ganzen Autokierper verbesseren.
An engem Wuert, de Wheel House Welding Fixture ass e ganz wichtegt Armaturen an der Autosfabrikatiounsindustrie.Et kann d'Effizienz an d'Qualitéit vum Kierperschweess verbesseren, an et ass en onverzichtbare Schlësselkomponent an der moderner Autosproduktiounslinn.
Eis Working Flow
1. Kritt d'Akaafbestellung--—->2. Design--—->3. Confirméieren der Zeechnen / Léisungen--—->4. Preparéieren d'Materialien--—->5. CNC--—->6. CMM--—->6. Assemblée--—->7. CMM-> 8. Inspektioun--—->9. (3. Deel Inspektioun wann néideg)--—->10. (intern / Client op der Plaz)--—->11. Verpackung (Holzkëscht)--—->12. Liwwerung
Fabrikatioun Toleranz
1. D'Flaachheet vun der Basisplack 0,05/1000
2. D'Dicke vun der Basisplack ± 0,05 mm
3. D'Location Datum ± 0,02mm
4. D'Uewerfläch ± 0,1 mm
5. D'Kontrollstiften a Lächer ± 0,05 mm







.png)
.png)